
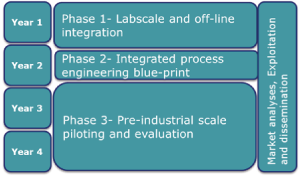
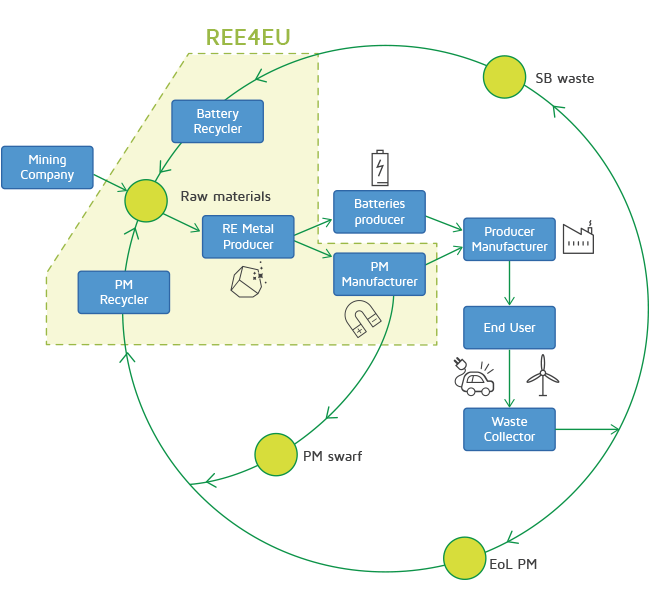
 During the first year, the work has been focused on lab-scale activities aiming of tailoring the ILE and HTE steps of the REE4EU’s technology towards the pilot units’ build-up. The engineering teams IDENER and A3I-INOVERTIS, together with SINTEF, UPS and Tecnalia, as well as the industrial partners responsibles of the pilots, Elkem and LCM, established the corresponding conceptual engineering design for the process. For the moment, the activities were performed using permanent magnet waste streams, i.e. in-process waste (swarf generated during PM manufacturing, PMS) and EoL waste (spent PM, SPM).
During the first year, the work has been focused on lab-scale activities aiming of tailoring the ILE and HTE steps of the REE4EU’s technology towards the pilot units’ build-up. The engineering teams IDENER and A3I-INOVERTIS, together with SINTEF, UPS and Tecnalia, as well as the industrial partners responsibles of the pilots, Elkem and LCM, established the corresponding conceptual engineering design for the process. For the moment, the activities were performed using permanent magnet waste streams, i.e. in-process waste (swarf generated during PM manufacturing, PMS) and EoL waste (spent PM, SPM).
ILE Step
The aim was: 1. to validate the Ionic Liquid Extraction (ILE) technology as optimal up-concentration solution for the recovery of Rare Earth Oxide (REO) mixtures from REE-rich PM waste streams; 2. to benchmark ILE vs HydroMetallurgical (HM) approach for REO mixtures recovery.
The hydrometallurgical (HM) approach was carried out by CEA and SNAM, while ionometallurgical (IM) route was carried out by Tecnalia and IDENER. For both processes, physical pre-treatment and chemical pre-treatment were done including study of leaching properties, effective separation and purification.
Hydrometallurgical (HM) approach
NdFeB magnets have been successfully pre-treated by the hydrogen decrepitation (HD) (CEA), separating (98%) of the barrier coating in the case of PM from hard disk drives. After that process a narrow particle size distribution powder was recovered (99%). The PM waste streams were digested in sulfuric acid from what a rare earth – sodium sulphate double salt was precipitated. That salt was subsequently transformed into oxalate and further calcined to get the rare earth oxide (REO) mixture.
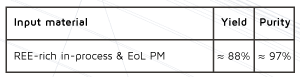
REE recovery efficiency and purity of REO of the HM process
Ionometallurgical (IM) approach
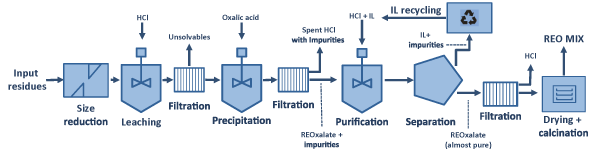
The ionometallurgical route has leaching step, selective precipitation of REE as RE-oxalates, further purification of the precipitate by using ILE, and calcination to get REO mixture. The same process has been applied for the different PM waste streams by Tecnalia. Overall, HM and IM processes have similar number of process steps. However, the IM process has one less precipitation step and one extra purification step than the HM process.
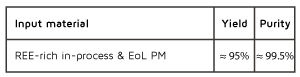
REE recovery efficiency and purity of REO of the IM process
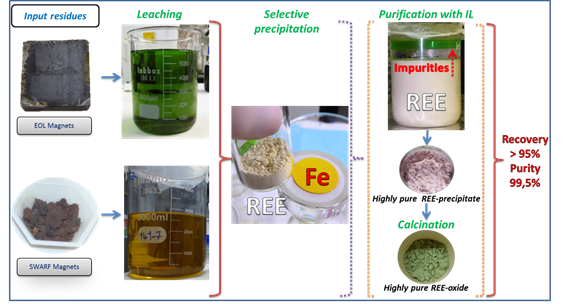
Process flow diagram for IM route
For both HM and IM processes and the different PM streams (PMS and SPM), different leaching and purification routes were established trying to reduce the number and difficulty of steps. The laboratory studies and the collaboration between partners ensured the flowsheet bases for the piloting process providing information that can be used for economic assessment as well as for environmental impact analysis by lowering those impacts. The right information is collected for the engineering teams, to define the processes and to operationalize the scaling-up equipment from the laboratory scale through to pilot phase. Thus, the consortium combined the industrial and academic approaches for the development of industrial processes in a circular economy.
The HM and IM routes are modelled through the process modelling and optimisation activities conducted by IDENER in the project. The following basic flowsheets are considered for process unit modelling.
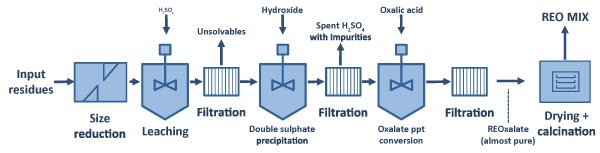
HM Process diagram
Process diagram
HTE Step
During the first year of the project, the work has been performed at the lab-scale and was focused on obtaining the necessary parameters for an optimum HTE pilot operation. The activities, led by SINTEF and supported by UPS, have used different raw materials derived from upgraded PM waste streams. The PM-derived REO mixtures used in the laboratory experiments were the following:
- REO-mix obtained after upgrading of both PMS and SPM by the ILE step, provided by the partner Tecnalia;
- REO-mix obtained after upgrading PMS by HM SoA method, provided by VAC;
- REO-mix obtained after upgrading SPM by HM SoA method, provided by CEA. All types of REO-mix raw material contained Nd, Dy, at different concentrations, as well as some Pr.
SINTEF and UPS, followed a common strategy for the laboratory set-up, which used the same construction materials for the HTE reactor and other materials in contact with the electrolyte and cell atmosphere, as well as the same electrode arrangement as for the pilot. After choosing the best electrolyte compositions the oxide saturation limit of the REO mixtures were determined experimentally.
Oxide solubility is an important parameter for the optimal electrolysis performance, as the dissolved oxide species, most likely RE-oxyfluorides, should match the faradaic current applied. For the determination of the oxide saturation limits SINTEF analysed melt samples by carbothermal method, whereas UPS developed electrochemical methods based in cyclic and square voltammetric techniques. All methods gave comparable results.
Electrolysis experiments under galvanostatic conditions were performed using a consumable Fe cathode and a graphite anode with on-line FTIR measurements for analysis of the anode gases. The gases released during the course of the electrolysis indicate which
reactions are taking place, thus enabling the monitoring of the HTE process in terms of optimal and environmental friendly performance. The complementary work performed in both groups SINTEF and UPS, allowed the recommendations for the HTE pilot, both in terms of reactor mathematical modelling and design (work led by IDENER), and electrolysis parameters, for the pilots using PM derived REO-mix, built at Elkem and LCM.

Set-up of the radiographic “see-through” HTE laboratory cell at the Laboratoire de Génie Chimique, University Paul Sabatier
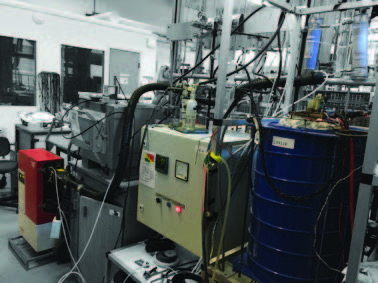
Experimental set-up used at SINTEF comprising HTE laboratory scale reactor and FTIR equipment for on-line analysis of the off-gases.
Towards Demonstration of the REE4EU Technology
In order to demonstrate the REE4EU process in an industrially relevant environment, activities aimed at process optimisation, design and engineering are carried out. Multidisciplinary Design Optimisation (MDO) is conducted by IDENER so as to deliver a process that is already optimised since the design phase. To that end, mathematical models of the sub-processes composing ILE, HM and HTE steps are modelled and multi-objective functions are defined. Optimisation is conducted using dynamics programming based on Lagrange multipliers in order to lower computational burden. Results from MDO support engineering activities and can be used for LCA.
Moreover, IDENER, as leader of the engineering activities, has coordinated the work in order to produce the conceptual engineering related documents. This was done in close collaboration with SINTEF, UPS and Tecnalia, as well as A3I-INOVERTIS, Elkem and LCM. Current activities are focused on the production of the basic engineering documents, following this way the envisaged plan for pilot plant construction at Elkem’s site.
Stakeholder analysis, dissemination & exploitation of the project results
 PNO and key partners worked to identify the main stakeholders (innovators, potential investors, business developers and end users) that could benefit from the technologies developed in the REE4EU project. To do so, PNO used its well established methodology combining several databases such as CORDIS, patent databases as well as desktop research and interviews with the support of the project partners.
PNO and key partners worked to identify the main stakeholders (innovators, potential investors, business developers and end users) that could benefit from the technologies developed in the REE4EU project. To do so, PNO used its well established methodology combining several databases such as CORDIS, patent databases as well as desktop research and interviews with the support of the project partners.
The identified stakeholders were classified according to their positions in the value chains within or around the REE4EU value chain. A stakeholders and value chains analysis report was released o the public on March 2017 providing an overview on the most relevant industrial stakeholders that are working in the REE4EU fields or could benefit from the REE4EU results. The report will be the basis for setting up targeted dissemination and communication actions for further engagement of relevant stakeholders. Additionally, a market and socio-economic impact analysis has been started by PNO and key partners, by selecting first the most important products and applications identified by expert groups as the most significant EoL products with the highest potential for REE recovery. The list of products/applications is being further explored in details based on desk top research and interviews with experts and key stakeholders identified by the consortium partners. The aim was to provide a thorough analysis and identification of the most significant and economically valuable EoL products to consider for the recovering of REE using the REE4EU pilot plants.
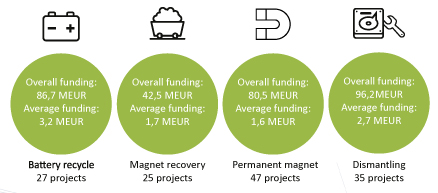
Innovative projects scanned
The REE4EU project dissemination was implemented very actively by the consortium. The project website was continuously
updated, two newsletter have already been published and many press releases informing the general public about the
REE4EU progresses were released. An informative video has been produced and REE4EU participated in many
international and national events, fairs, congresses and workshops by displaying informative posters and by giving
accurate oral sessions about the state of the project.

Industrial Technologies 2016 Conference, Amsterdam, June 22-24 2016 www.industrialtechnologies2016.eu

12th Congress of the Interdivisional Group of Organometallic Chemistry, Genoa (Italy), June 5–8, 2016
www.sciliguria.it/COGICO2016