
REE4EU project came to an end
On September 11th 2019, the REE4EU consortium gathered to present to the EU Commission’s project monitor the latest results and overall achievements after 4 intense years of hard work. Since the 1st of October 2015, when the project started, all partners have worked hand-in-hand in order to demonstrate the REE4EU technology at pilot scale. For the first time, a closed-loop permanent magnet recycling process has been demonstrated at this level, being able to treat almost 2 tonnes of RE-containing waste from the permanent magnet value chain, producing new rare earth strip casted master alloy from the recycled material, and manufacturing new magnets. The project has demonstrated that the magnets, manufactured with the material recycled according to the REE4EU technology, possess the same magnetic properties as those obtained using virgin materials. The high quality in the magnetic properties made them suitable for highly efficient electric motors.

Lab-optimisation. Establishing the successful pilot operation
During the first 18 months of the project, the technologies behind the REE4EU solution (at TRL 4 from the beginning of the project) were optimised at laboratory scale.
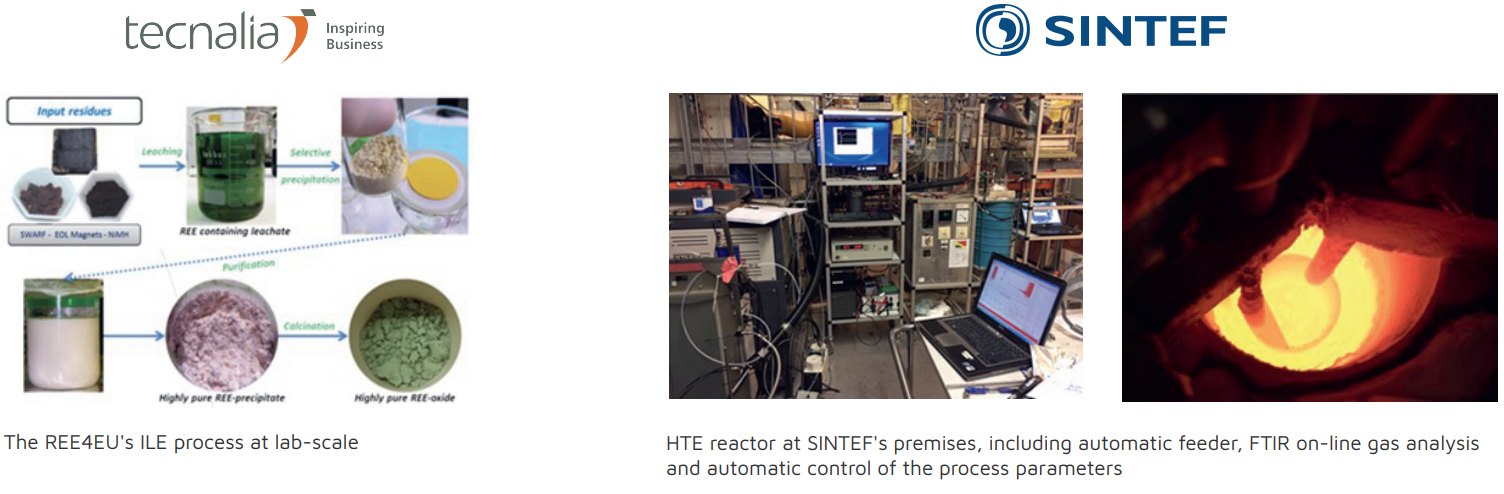
The optimal parameters of the ionic liquid extraction (ILE) process converting the waste into pure rare earth oxide (REO) mixtures were investigated at Tecnalia’s laboratories. On the other hand, the optimisation of the high temperature electrolysis (HTE) converting the REO mixtures into pure rare earth alloys (REA) was led by SINTEF, with the contribution of UPS. Important information needed for the basic engineering documentation was achieved during these 18 months.
Engineering the REE4EU pilot. From Concept to Reality
The main objective of the REE4EU project was to engineer, upscale, pilot and prove more efficient novel direct REA production routes for Permanent Magnets from industrial residues and side streams. Therefore, from the day 1 the engineering teams led by Idener and supported by Inovertis started to work closely with the technology providers (SINTEF, Tecnalia) and the industry partners who were in charge of the pilot activities (Elkem, LCM).
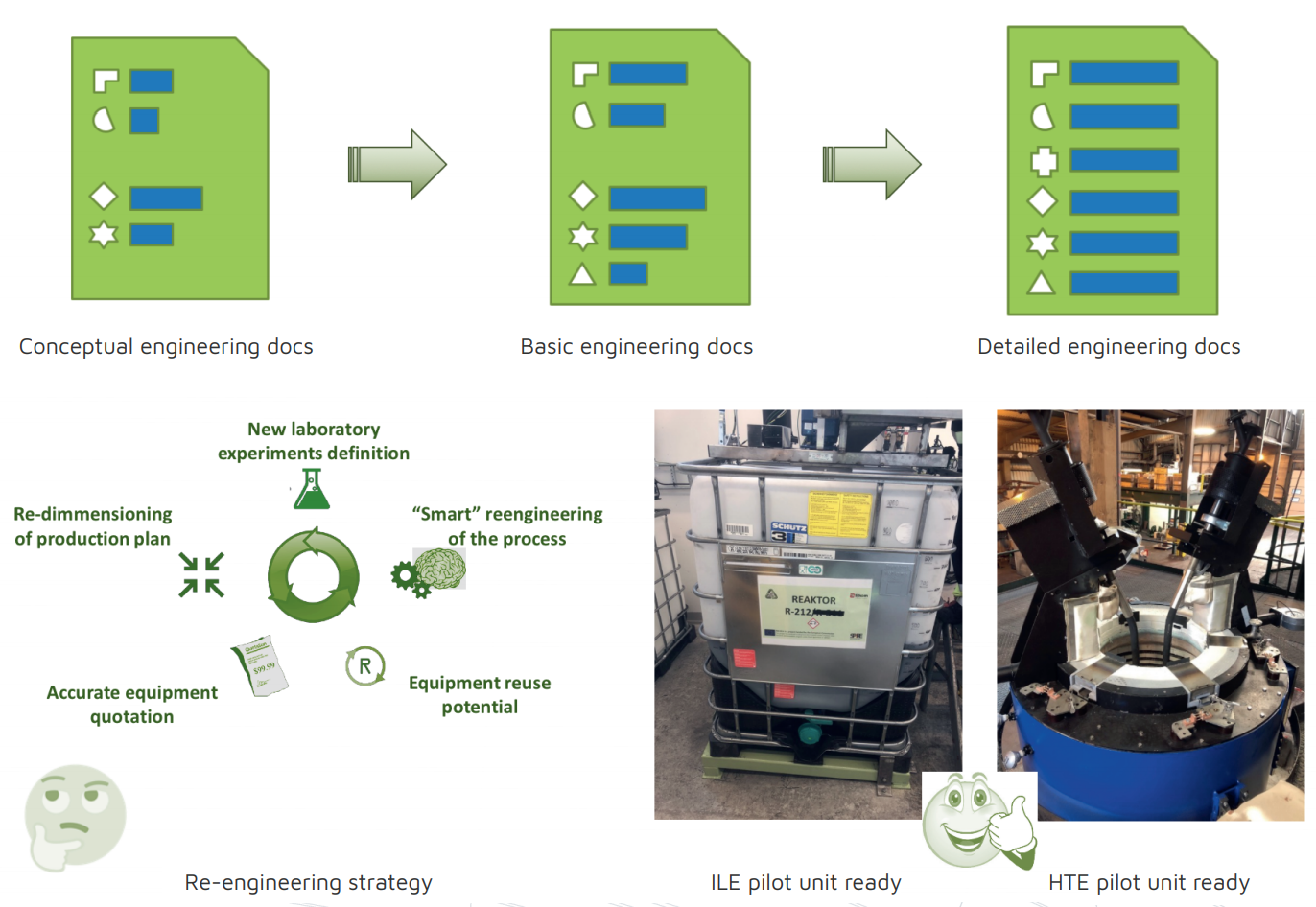
Budgetary constraints showed up already at conceptual stage, and several re-engineering efforts had to be made, resulting in 3 updated sets of extensive basic engineering documentation. The last stages of the work were run in parallel with the detailed engineering activities. The set of documents included detailed process flow diagrams (PFD), detailed heat and mass balances (HMB), preliminary plot plans, definition and sizing of the equipment, process specifications, preliminary piping and instrument diagrams (P&ID), utility consumption figures, schematic drawing of equipment, as well as definition control and safety devices strategies.
Finally, in February 2018 the ILE unit was ready to treat the first batches of permanent magnet wastes.
The REE4EU technology running at pilot scale
The mail goal of the
The main goal of the REE4EU project was to develop, validate and demonstrate in 2 industrially relevant pilots an innovative REO mixtures extraction and a novel direct REA production route for permanent magnets.
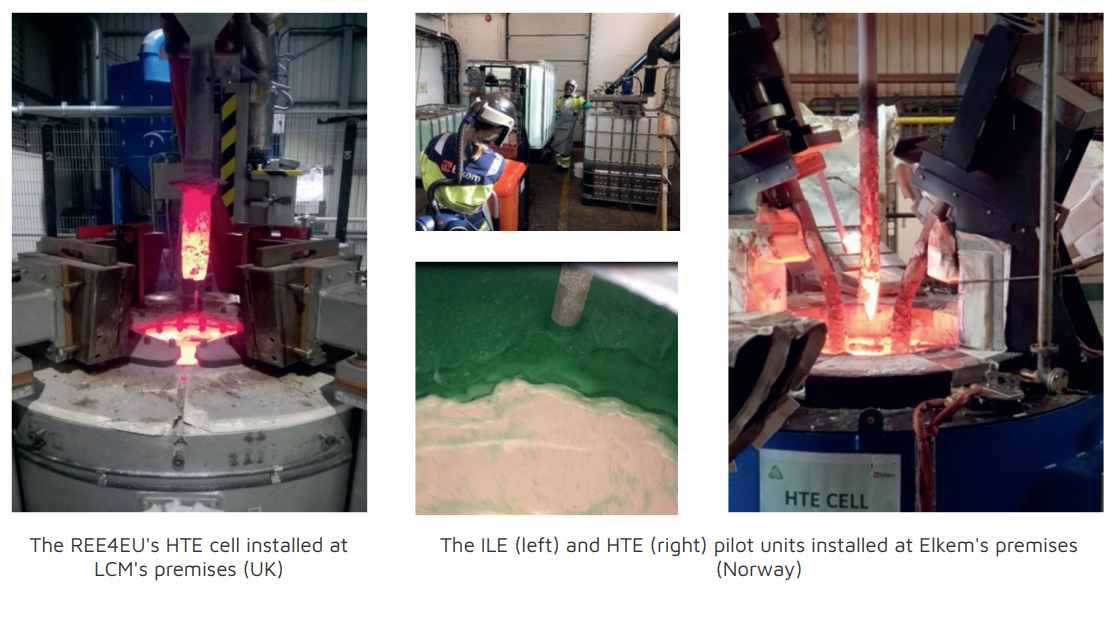
One of the pilots was installed at LCM’s facilities in the UK. LCM modified their existing prototype HTE cell to be adapted to the requirements of the REE4EU technology. The other pilot consisted of the 2 innovative units, namely ILE and HTE pilot units, and was engineered, built and installed in order to demonstrate the REE4EU solution within dedicated facilities for REA production from permanent magnet waste materials.
Don’t miss the video with the REE4EU pilot in operation! Available on one of the following links:
www.ree4eu.eu or https://www.youtube.com/watch?v=6b0CS65a1Ro
Excellent magnetic properties of the magnets manufactured with the recycled material
The output material from the REE4EU-pilot processes has been validated by producing and characterising permanent magnets, then reaching one of the other objectives of the project, namely: “Assessing the quality of the recovered material producing real REE-containing products and finished goods”.
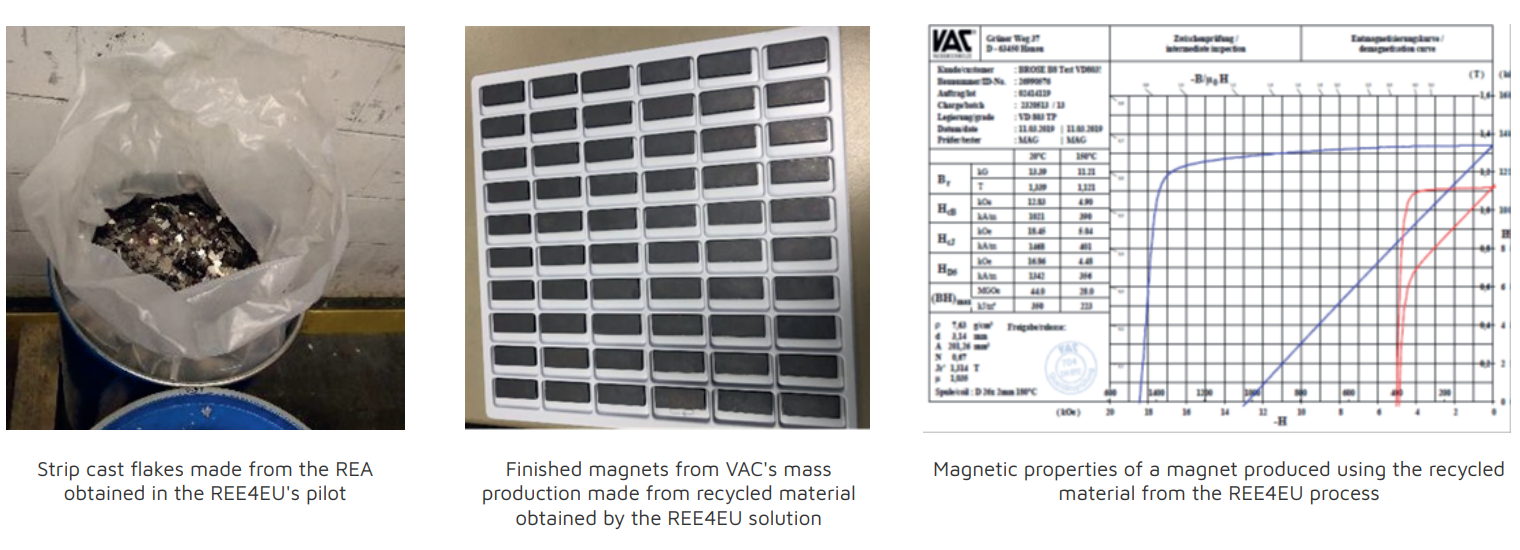
Both book-mould and strip cast RE master alloys (REMA) were manufactured by LCM using the REA obtained in both REE4EU pilots. Then, Vacuumschmelze (VAC) made permanent magnets in its mass production line and determined their quality in terms of magnetic properties, i.e., remanence, coercivity, intrinsic coercivity and maximum energy product, as well as chemical composition. The results show that the permanent magnets prepared from the recycled material obtained by the REE4EU solution have the same properties as those manufactured using virgin material.
That means that the REE4EU technology is suitable for obtaining REA for permanent magnet production using permanent magnet wastes, thus demonstrating for the first time a closed-loop recycling scheme for permanent magnets in Europe, using less steps than conventional state of the art methods from China.
The REE4EU technology is competitive from the economical point of view
Impressive results so far! But what is the cost of the magnets manufactured from the REE4EU’s recycled material?
Obviously, the 4 years of hard work within the project were devoted to engineer, build, and run the pilot to demonstrate the REE4EU technology. Further optimisation towards commercialisation of the technology is needed. Therefore, a realistic optimised industrial projection of the REE4EU technology was assumed in the economic evaluation of the solution, performed by Inovertis. The results show that the final cost to produce REMA using the REE4EU technology (€/kg) is competitive when comparing it with the conventional REMA production using Chinese market prices for the REE needed.
The effect of a potential increase in the Chinese REE market prices has been considered, showing that the REE4EU technology clearly provides security towards REE supply in the European permanent magnet value chain.
a preliminary business plan has been developed that includes cost assessment and return on investment for potential investors according to different market scenarios.
More details on the economic evaluation can be found on the ppt from the REE4EU Exploitation Workshop, which was held in Brussels on 24 April 2019, and that is available on the REE4EU’s website (www.ree4eu.eu).
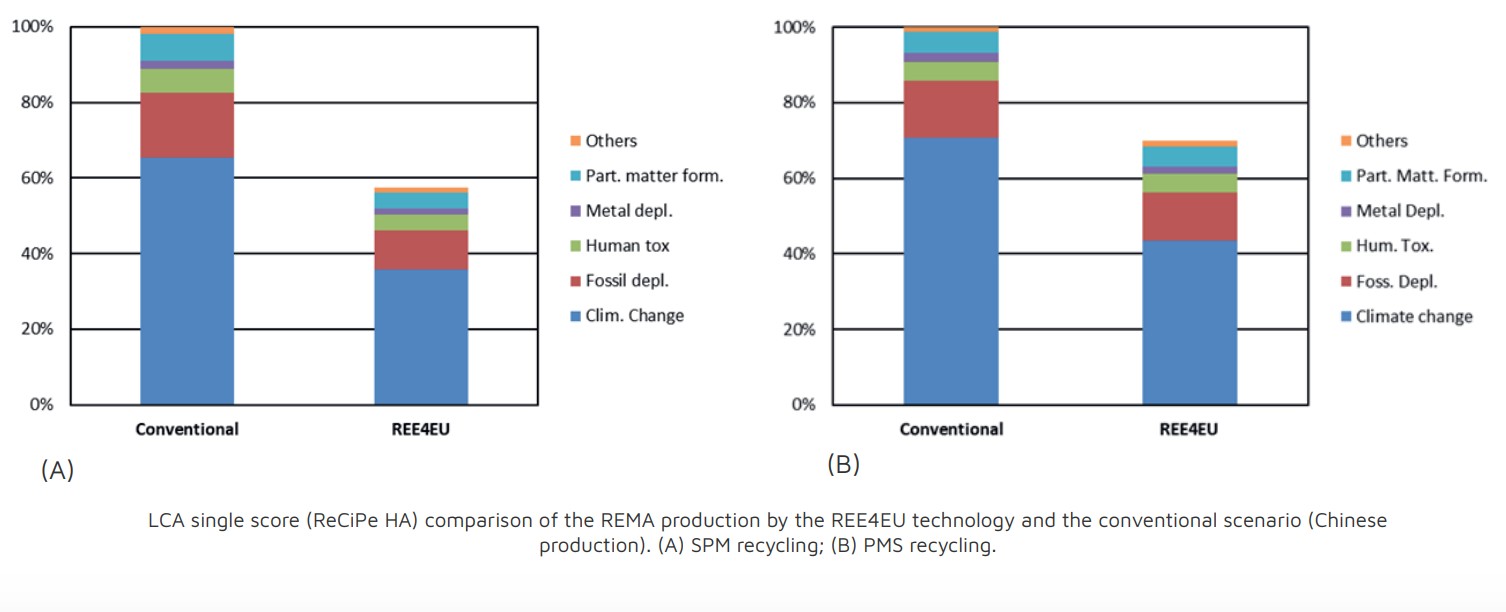
Highly environmental standards of the REE4EU technology
The REE4EU technology has been demonstrated at pilot scale, following highest environmental standards.
A life cycle analysis of the whole REE4EU’s value chain, from waste to the permanent magnet produced, has been carried out by Inovertis.
The single score comparison of the optimised industrial projection of the REE4EU technology versus the conventional scenario undoubtedly shows the advantage of the REE4EU solution on all impact categories, but specially in the climate change impact category for both types of permanent magnet wastes, namely spent permanent magnets (SPM, end-of-life magnets) and permanent magnet swarf (in-process permanent magnet waste).
More details on the LCA can be found on the ppt from the REE4EU Exploitation Workshop, which was held in Brussels on 24 April 2019, and that is available on the REE4EU’s website (www.ree4eu.eu).
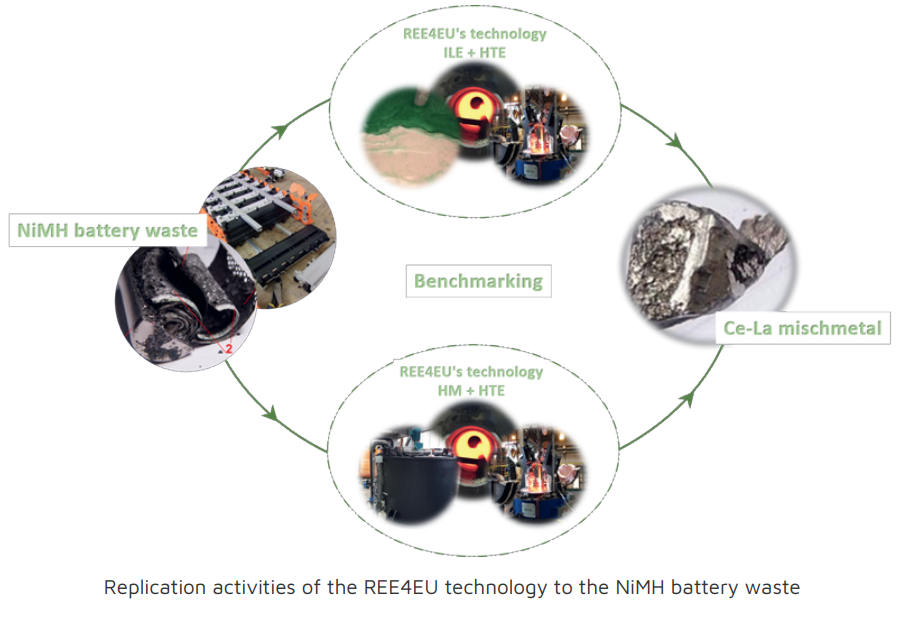
Replication of the REE4EU technology on NiMH battery waste
The flexibility of the REE4EU pilot plant towards different waste streams was demonstrated in the replication activities related to the validation of the REE4EU’s technology for REA recovery from nickel metal hydride (NiMH) battery waste.
Then, the same ILE and HTE pilot units used for the permanent magnet waste were slightly adapted to accommodate the needs of this specific waste material. Moreover, a pure hydrometallurgical (HM) upgrading process was demonstrated at pilot scale by SNAM. The REA obtained in the HM+HTE pilot units was compared to that obtained in the ILE+HTE pilot runs. The results show that both the ILE and HM upgrading steps need to be further optimised in order to become more efficient as well as to get better quality of the products obtained.
Both REA obtained were characterised in terms of chemical composition and microstructure. The assessment of the REA suitability to be used to manufacture RE-based alloys for metal-hydride hydrogen storage could only be done from a theoretical rather than a practical point of view, since there is not an end-user from the battery value chain in the REE4EU consortium.
REE4EU: world-wide known and acknowledged technology
The whole consortium has been an excellent ambassador of the REE4EU technology that has been presented not only in EU countries, but all over the world.
REE4EU has been invited to many important events arranged in the frame of critical raw materials and industrial processing, like the REE4EU booth at the high-level Conference EU-Industry days 2019, the presentation at the Critical Raw Materials day in 2018 (event co-organised by the REE4EU project), or the SPIRE Process Industry Conference 2017.
In addition, multiple presentations and posters at conferences and workshops have been realised. It is estimated that the project reached the following numbers of persons from the following categories requested by the EU Commission: 48,836 from the scientific community, 56,104 from the industry, 9,220 from the civil society, 4,965 policy makers, 506 from the media, 102 investors, 10,105 customers and 18,620 others.
Particularly, it is worth mentioning the REE4EU Exploitation workshop, which was held in Brussels on 24 April 2019 with a great success, thanks to the excellent organisation by PNO. We were able to attract the attention of almost 20 industry stakeholders worldwide (EU countries, Japan, the US), willing to know about the REE4EU’s technological achievements as well as economical evaluation and environmental performance, and who attended the event giving very positive feedbacks.

So now what? The future of the REE4EU technology
We believe that the REE4EU technology has a great potential to be taken to the market.
The results obtained in the project are very useful towards commercialisation, as we have clearly identified the process steps and equipment items that need further optimisation. Moreover, further automatisation of the ILE pilot unit needs to be pursuit, in order to reach higher efficiency of this particular stage of the technology.
Further development is needed in order to be able to bring the technology at TRL9 with strong involvement of the industry interested in the exploitation of the results.
Moreover, as advised by the REE4EU’s external Advisory Board, Europe should develop and implement the right market conditions for REE recovery, as well as enable best practices on end-of-life products’ management to maximise the recovery of REE, especially in the case of waste from electronic and electric equipment (WEEE).
To be continued…
Some words from the Coordinator
Dear readers,
After 4 years of really hard work, the REE4EU project came to an end. I believe most of you already know the technology, the results achieved, and the exceptional outcome of the project. From your feedbacks, many of you also acknowledge the work performed by the REE4EU consortium.
We are very proud of the results achieved. Not only we have managed to engineer, upscale, pilot and prove a technology. We have demonstrated, for the first time in Europe, a closed loop permanent recycling process pilot scale, assessing the quality of the recovered material producing real REE-containing products and finished goods: our REE4EU magnets!
Moreover, we have positively fulfilled the not lesser tough administrative requirements of the EU-Commission, among others, 49 Deliverables have been achieved, 24 of which are demonstrators. The financial support of the EU Commission, which made the project a reality, is highly appreciated.
I am proud of the work performed by each and every of you, dear REE4EU’s partners. As coordinator, I really appreciate your engagement and commitment to the REE4EU project, especially at tough times. But then it happened: “When the going gets tough, the tough gets going”.
Best consortium for the best technology!
Kind regards,
Ana Maria Martinez, SINTEF