Third Year Project Results
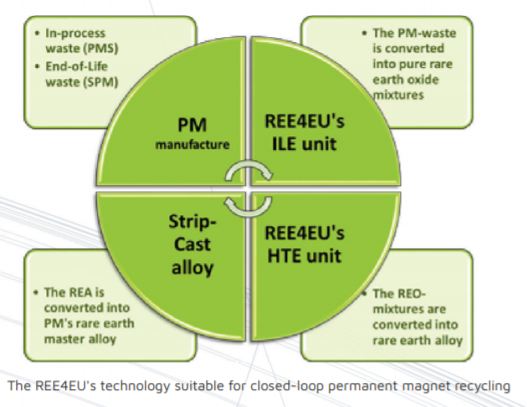
During the third year of the project, the consortium has finalised the engineering work related to the main pilot, which includes the basic and detail engineering of both the ionic liquid extraction (ILE) and high temperature electrolysis (HTE) units, with enough flexibility to be able to accommodate different RE-containing wastes. After the tender and purchasing phase of the equipment, the pilot was built up within dedicated facilities for rare earth alloy (REA) production at Elkem site. The pilot tests using permanent magnet swarf, PMS (in-process waste from the permanent magnet production) were carried out successfully. Moreover, fruitful pilot tests were carried out in the existing pilot unit at LCM using PMS-waste pre-treated by a pure hydrometallurgical method. The REA obtained has been used to manufacture new magnets, which showed the same properties as those obtained from virgin material. In this way, the REE4EU project has demonstrated a closed-loop recycling scheme for permanent magnets at pilot scale, using RE-containing wastes available in Europe. Furthermore, a market analysis has been carried out, where the prospective European market of secondary RE elements contained in selected End of Life products that have the potential to become viable feedstocks for RE recovery at industrial scale has been studied. The market analysis report is available at the project website. For the application of permanent magnets in cars and specifically a global market analysis has been carried out which has been reported in a paper (submitted).
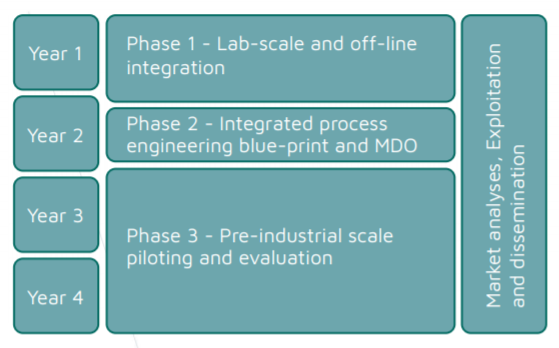
Planned activities for the four year project
Pre-pilot technological advances in HTE
REE4EU’s HTE step has been developed taking into account many years of experience in working close to the aluminium producers and the deep knowledge of the RE electrochemical properties in molten salts owned by SINTEF. The whole idea behind the project’s concept was to demonstrate the feasibility of obtaining rare earth alloys (REA) by a HTE step using rare earth oxides (REO) – mixtures from secondary sources (wastes). This implies a simplification of steps and costs compared to the state-of-the-art (SoA) methods, which separate the different single REO contained in the REO mixture.
SINTEF has been focused on demonstration of the REE4EU’s HTE pilot unit at a large laboratory scale with continuous operation of the electrolysis reactor and on-line monitoring of the cell off-gas.
Afterwards, Less Common Metals (LCM) demonstrated the HTE unit at pilot scale using RE oxide mixtures obtained after a pure hydrometallurgical upgrading method of PMS, using their existing HTE cell unit. SINTEF assisted in measuring the anode gas released during the trials, thus being able to control the optimal HTE performance.
The output material from the HTE pilot cell installed at LCM’s premises, was used by Vacuumschmelze (VAC) to manufacture PM in its laboratory line; VAC has also determined both the quality of both the REMA input obtained by LCM and the PM output obtained in terms of magnetic properties and chemical composition.
The results achieved showed that the PM prepared from the book-mould REMA processed in the HTE pilot at LCM have the same properties as magnets from mass production at VAC using virgin materials.
In this way, a complete closed-loop PM recycling has been demonstrated at a pre-industrial scale using less steps than conventional methods currently carried out in China.
Integrated process design of the REE4EU pilot
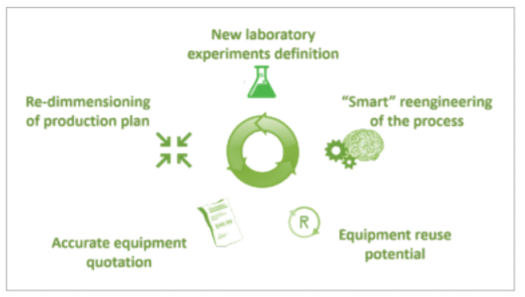
Huge efforts have been focused on initiating a re-engineering process that culminated with a feasible detailed engineering for both process prototype units, keeping the costs within the available budget.
Several steps have been completed in order toreach the goal.
In particular, and focusing on the performance of the highly demanding ILE unit, the following:
- It was required to gain further knowledge on specific aspects of the processes involved to allow further optimisation of different sub-processes,
- Adaptation to standard devices and sizes, smarter ways of performing the same operation and process adaptation to minimise the required equipment were needed in order to overcome some costly investments,
- potential equipment reuse,
- to reduce uncertainty and thus being able to better optimise the equipment selection, a strong
- re-dimensioning of production plan,
- collaboration with potential providers was established.
The REE4EU Pilot
The new pilot plant has been built at the premises of Elkem, in Norway, and consists of two separated units, namely the ILE and HTE units.
The ILE unit was engineered by Inovertis in collaboration with Elkem, and the technology behind the extraction process was provided by Tecnalia. Moreover, the technology behind the HTE process has been provided by SINTEF, and the HTE unit has been engineered by Idener in close collaboration with Elkem and SINTEF.,.
The outstanding team-work made it possible to realise and operate the REE4EU technology at a pre-industrial scale. It has enabled the optimisation of the two-step HTE and ILE technologies for the direct REA production, suitable for RE master alloy (REMA) to be used in PM manufacturing.
In the third year, the REA material obtained in the REE4EU pilot were processed at LCM were a 600 kg strip cast REMA is being produce. The REMA will be used further by VAC in their industrial line to manufacture PM which will be benchmarked with those obtained using virgin materials, and hopefully demonstrating that REE4EU technology is able to produce high quality of both book mold and strip cast REMA suitable for PM production.
LCA
Data collection and modelling activities of the PM wastes’ recycling routes are being carried out by Inovertis. Tecnalia helped in the inventory of data.
First results have been released during the AvniR Conference; they were used in order to eco-design the recycling chain and to compare it to the conventional supply route of REA currently used for PM production.
PM wastes’ recycling routes
Exploitation and Dissemination activities
The project partner PNO Consultants has been bringing its international consulting experience into the REE4EU consortium in order to give a special attention to the value chain stakeholders analysis, REE market analysis, business planning, communication, exploitation and dissemination (CED) strategies and part of their execution. The Value Chains Stakeholders Analysis Report has provided a comprehensive overview on the most relevant stakeholders who are connected to the topic of recovery of REE in general and more specifically to the REE4EU value chains. Market Analysis Report, instead, has focused on the leveraging on the findings of the European Rare Earths Competency Network (ERECON), as well as the European market of secondary rare earths present in certain End of Life products, which will be become the feedstock of future large-scale REE recovery. PNO has also been working on the creation of three business cases (REE4EU’s scenario) and create a three-fold value chain business plan that will be finalized at the end of the project.
During this period, five newsletters have been published as well as many press releases informing the general public about the REE4EU progresses.
In order to increase the visibility of the main results of the project reached so far, a total of 4 videos have been produced and shared in the project website and among all the social channels. Moreover, REE4EU has joined the most important events for the Critical Raw Material sector in Europe. In particular, the project has been presented to many events, such as: NAMEC Workshop in Brussels (Belgium), the 31st International Electric Vehicle Symposium in Kobe (Japan), the Second Annual Critical Raw Materials week in Brussels (Belgium) among others. REE4EU is also cooperating with the IEA HEV TCP (International Energy Agency Hybrid & Electric Vehicle Technology Collaboration Program) in the Task 40 CRM4EV (Critical Raw Materials for Electric Vehicles). In this REE4EU has participated and presented in the first workshop (Brussels, November 2018). Moreover, the project was invited to the Industrial Days Conference which was held in Brussels 5-6 February 2019.

Conclusions
The project has demonstrated at a pilot scale a closed-loop PM recycling process for the first time in Europe, and it has by now successfully treated several tonnes of in-process wastes and end-of-life products containing RE elements, resulting in the recovery of almost hundred kilos of REA directly from the mixed RE oxides feedstock produced in the ILE pilot unit.
The HTE unit designed by REE4EU is one of its kind in Europe and its main advantages are the automatic feeding of the REO input material and the continuous on-line monitoring of the off-gas to avoid environmental harmful emissions.
In so doing, REE4EU’s technology will not only help Europe in securing the supply of one of the most important critical materials, such as RE elements, but will also help European industries be more competitive and environmentally friendly by establishing an effective and greener method of obtaining REA from secondary sources available in Europe.